Marine Engineering 201: Composite Construction for Dummies.
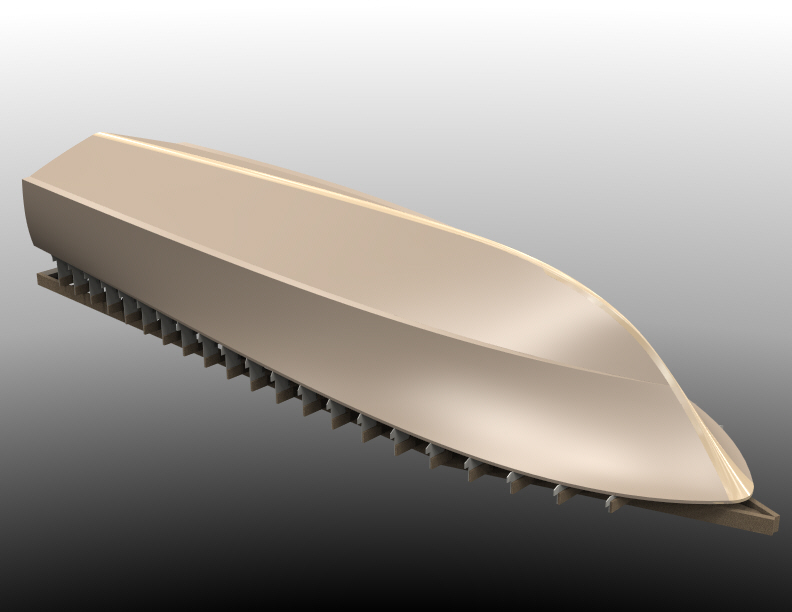
The news is finally out: We’re getting into the construction nitty-gritty on our custom 57-foot Spirit of Tradition powerboat, a collaboration with our friends over at C.W. Hood Yachts. And yet again, we are reminded when it comes to boats, what’s going on inside is as important as what’s going outside. On its outer surface, this 57 Express-Classic design is what the world expects a near-60-foot custom powerboat to be: A luxury vessel filled with all the amenities, range and speed to offer the flexibility and power to steam for distant horizons; yet offering enough comforts to rest elegantly at the dock for extended stays.
But, then, there is the inner tension of creating the molds and tools needed for a well built, one-off composite boat. We estimate that the tooling cost of a typical female-molded, fully kitted out, cored fiberglass boat can add about 20 to 30 percent to the cost to build that boat. So even though there’s no shortage of resources on this 57-footer — the budget is somewhere between $3.5 and $4 million — we wanted to give the owner a cost-effective solution to the brutal expenses of tooling and other production processes.
And how we tuned the construction design to add that value to a custom, one-off boat build, is a juicy engineering tale indeed.
The Better Built Composite Boat.
The trick to adding value in making a one-off boat is all about balancing the high costs of the tooling needed to build complex composite structures with the sensible production processes that best utilize various materials.
And the 800-pound marine engineering elephant in that one-off construction room, is how to eke the most out of the giant tools and molds needed for most every phase of the production boat process. Molds and tools must be cost effective, yet easy to work with, through the several levels of tool support needed for a year-long build.
And don’t forget, these tools and molds get thrown away when that one-off boat is built. That’s why it is critical to make every piece count before it winds up in a landfill, at great cost.
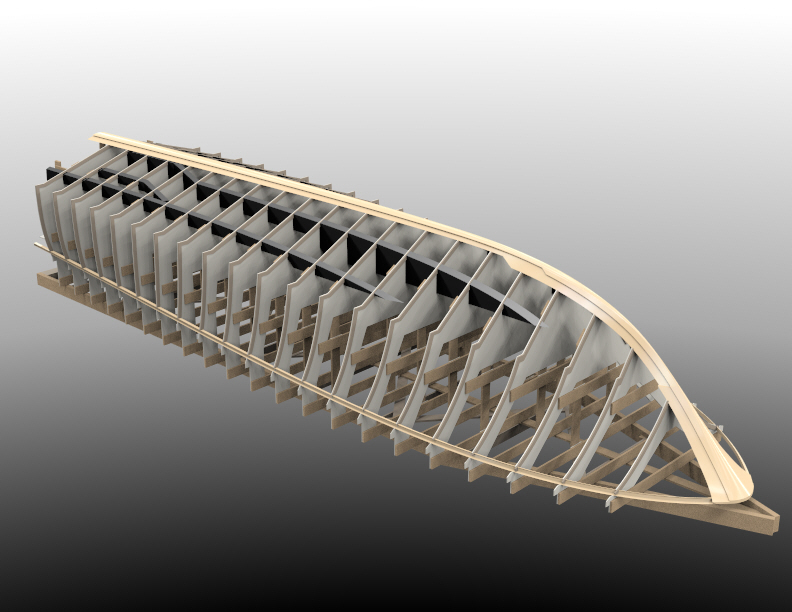
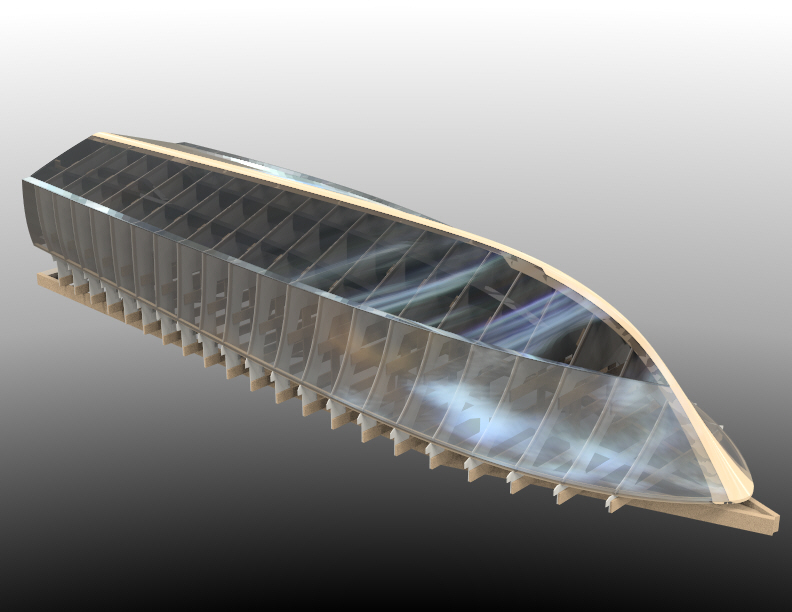
We begin with constructing the large tools, or jigs, out of less-costly 18mm medium density fiberboard panels and construction grade lumber. Then we locate each transverse mold panel every 750mm — or about 30 inches — and when combined, those molds make a unified tool that completes the jig. This setup will build the hull’s skin in 4 separate panels. Once the panels are completed, they will come off the jig for further processing while we use the tool setup to aid in locating the fiber-reinforced plastic internal structures. This series of steps we will outline, below. The cold-molded process for the Hood 57 will yield wood panels that create the basis for the hull skin and marry those panels to the internal structures of foam, E-glass and epoxy.
In practice, what we wind up with is a hull built up of solid wood core, tongue and groove strips, fit and bonded together over a framework of molds. Similar to a well crafted floor in a well-built home, but laid up on a series of complex, boaty curves.
Our main goal is to quickly and efficiently craft an airtight surface that becomes the hull’s bottom and topsides. But that surface is not a fully-scheduled, cold-molded wood laminate that incorporates molded layers of alternating veneers to achieve a strong balanced panel.
The Backstory on Cold Molding.
Let’s take a moment for the deeper narrative on wood laminates: Building a hull in alternating laminates of wood veneer has been known as “cold-molded” construction. And while truly it is, the term “cold-molded” has been co-opted by the wood boat building community. Cold molding more specifically speaks to resin cure temperatures, rather than the type of fiber in the laminate. The truth is, all methods for building any structure over a mold, using glue and adhesives, that do not require heat to cure, refers to a ‘cold-molded’ process. No matter the material or fiber.
So our cold-molded construction is indeed made of thick strips of wooden tongue and groove planks, and they are carefully bonded together to create a structural skin for the boat’s hull. That skin’s primary engineering benefit works only in the longitudinal direction but that skin’s production benefit delivers us a quick surface from which is the basis of all structure to come. The unidirectional planking provides a quickly built substrate, yet it will require additional work to finish the panel; to gain necessary strength across that wood skin’s grain with additional e-glass reinforcement in the athwartship direction.
Our take on cold-molding yields a hybrid structure for sure: Wood hull planking that serves as good structure for its weight and strength qualities, yet it’s an inexpensive mold surface that essentially becomes a core to the hull skin’s laminate with each side of the hull panel further reinforced with e-glass and epoxy layups. Then, all the complex internal structures of E-glass and foam.
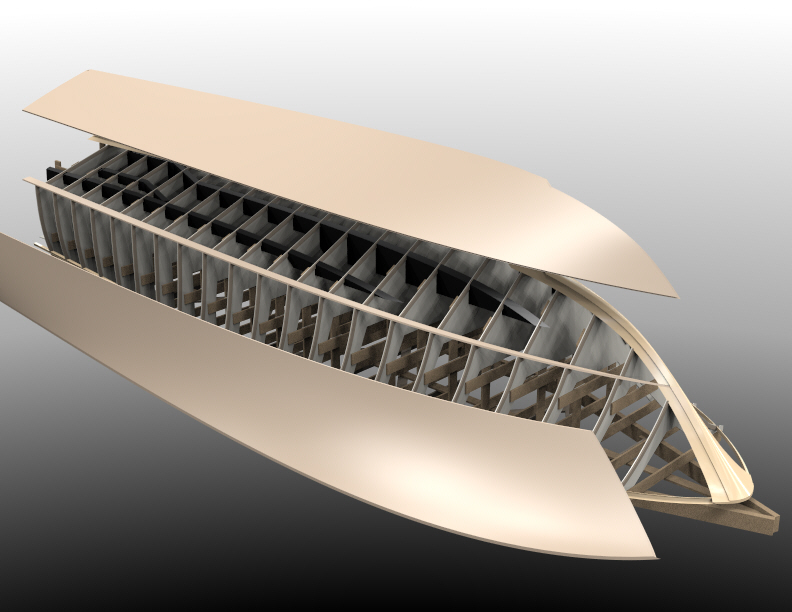
The trick with this build then, is to initially avoid bonding major elements together: Elements, like the top-side hull panels glued to the chine, or the bottom hull panels with centerline structure, or any of it bonded to the MDF molds. Why? Creating these separate panels of hull planking — say the two bottoms and two tops — allows us to remove these 50-foot long curvy structures from the build jig and set them out on the shop floor where they can be easily worked over by craftspeople.
Removing these skin panels allow workers to apply fiber-reinforced plastic skins to each side of the panel in a functional ergonomic manner. There will be NO getting in and out of the boat and slopping resin and fiber all over the place to get this boat built.
A Better Boat for Boat Builders.
Once the bottom panels are away from the jig and having their laminates applied, we’ll have another crew place the internal structural grid network of foam and E-glass stringers into the open tool itself. As one crew builds the laminated hull panels, another will make the stringers, and both will be married back in the tool to properly locate into the hull’s geometry, one to the other. Again, our approach allows all work to be done on roomy benches, where control over the laminate is efficient and ergonomic.
All of this leads to yet another benefit: Once the stringers have been cued into the jig and bevels tuned to their final shape, the hull panels can now be bonded in place, together with the internal structures: chine geometry, stringers, and sheer clamp. Since the strip planked panels have been sheathed and are ready to present back to the construction jig, the adhesives can be applied to the internal structures and the jig is employed to accurately locate the panels back into position for screwing or clamping, for proper bonding and curing.
All that leads to a fully assembled, reasonably complicated structure, that is more accessible to the craftspeople who are working in such a curvy wonky world. The production process helps breakdown smaller components that are easier to control. And that efficiency is what helps lower the cost of labor and allows savings in a tool infrastructure that can provide multi-faceted functions within this build process. A fully tooled up mold for fiber glass construction could add 20 to 30 percent additional build cost. With an approach like this, we think we may limit that expense down under 10 percent.
That savings makes the owner happy and leaves money for tangible, fun stuff like the cool-crazy cockpit to lounge around and look awesome in … and realize that great boat on the outside has to start life as a great boat on the inside.